

Formage des tôles
Processus, applications, contrôle qualité
Le formage des tôles peut être utilisé dans différents domaines industriels. Divers procédés de fabrication contrôlés par ordinateur sont utilisés. Ces procédés de fabrication sont adaptés de manière optimale aux différents matériaux, aux épaisseurs de matériaux et à d'autres facteurs importants.
Formage des tôles : définition et informations générales
Le formage des tôles implique des procédés de fabrication dans lesquels le formage est effectué sans modification de la masse, du volume et de la composition du matériau. Cependant, le formage modifie la surface et les propriétés des métaux à usiner. En fonction de la structure du réseau, cela peut conduire à des dislocations migratoires (déplacement) ou à un jumelage. Les ébauches sont amenées à leur forme finale au moyen d'une force ciblée provenant d'une coupe de tôle plane, entraînant souvent une légère déformation élastique (retour élastique). Le processus de formage des tôles peut être utilisé pour produire une grande variété de composants différents pesant de quelques centaines de grammes à plusieurs tonnes.


Le formage est généralement effectué à l'aide de machines spéciales à commande électronique, telles que des presses, des cintreuses et des marteaux à vapeur. Grâce à l'outil intégré, nombre de ces machines conviennent à plusieurs processus de fabrication. Les matériaux les plus couramment utilisés pour le formage des tôles sont l'acier, le cuivre, l'aluminium, les alliages d'aluminium et les alliages de cuivre (alliages corroyés). Une distinction est faite en fonction :
- des températures entre le formage à froid, le formage à chaud et le formage à températures très élevées
- du type de pièce entre le formage des tôles et le formage massif
- du type de contrainte mécanique conformément à la norme DIN 8582
- du formage par traction (longueurs, profondeurs, largeurs)
- du formage par pression (formage libre, laminage)
- du formage par traction-compression (emboutissage profond)
- du formage à chaud (déplacement, vrillage)
- du cintrage (bordage, pliage libre, pliage pivotant)
En outre, il existe également des processus spéciaux pour effectuer le formage des tôles, tels que le durcissement sous pression et le flexformage. Pour le formage des tôles, on utilise généralement des tôles planes, qui sont habituellement usinées par formage à froid. Les pièces tridimensionnelles et les grandes ébauches lourdes sont modifiées par formage massif. Ce processus fait appel au formage à froid ou à chaud. Les processus de fabrication couramment utilisés sont le pliage, le laminage, l'extrusion par choc et l'extrusion.
Si le formage des tôles est classé en fonction de la charge exercée sur la pièce, d'autres procédés sont disponibles. Dans le cas du formage par traction-compression (DIN 8584), des charges de pression et de traction simultanées sont exercées avec des directions effectives différentes. Le sous-groupe le plus important est celui de l'emboutissage profond. Dans ce processus, les tôles plates sont étirées en formes creuses pour produire des corps creux tels que des boîtes de conserve, des casques et des pièces de carrosserie. Dans le cas du formage par traction (DIN 8585), les tôles sont allongées et les corps creux dilatés sous l'effet d'une contrainte de traction. Le cintrage (DIN 8586) est principalement réalisé par pliage. Le pliage pivotant utilise un mouvement de rotation de l'outil de serrage, le pliage libre utilise un mouvement rectiligne de l'outil de serrage. Dans le cas du laminage, le métal est formé par des rouleaux rotatifs.


Pour le formage par cisaillement (formage dû principalement à une contrainte de cisaillement, DIN 8587), l'outil effectue soit un mouvement de rotation, soit un mouvement rectiligne. Le vrillage est utilisé pour la production d'hélices et de forets et le décalage pour la fabrication de manivelles. Le formage à la presse (DIN 8583) est réalisé, par exemple, par laminage (production de tôles et de plaques) ou par formage libre (forgeage libre). Selon le procédé de formage des tôles utilisé, le changement de forme est réalisé soit par des mouvements spéciaux de l'outil (pliage), soit par la création de la forme ultérieure dans l'outil en négatif (forgeage en matrice, laminage).
Le formage des tôles est idéal pour la production en série. Cependant, la forme n'est pas extraite avec une précision absolue de l'ébauche. Pour obtenir le composant fini adapté, la pièce à usiner doit être retravaillée, par exemple par meulage. La plupart des procédés de formage des tôles permettent d'obtenir une exactitude comprise entre IT16 et IT12. Les procédés de précision permettent même d'atteindre une exactitude de IT8 ou IT6. Le flexformage (formage de cellules fluides) est une méthode particulièrement rentable, rapide et polyvalente de formage des tôles. Il est donc utilisé pour la production de petites séries et pour le développement de prototypes. Les presses à cellules fluides sont utilisées pour fabriquer des composants pour l'industrie aéronautique, l'automobile et leurs fournisseurs.
Les tôles à usiner ont des épaisseurs allant de 0,1 mm à plus de 16 mm. Les presses spéciales nécessitant une maintenance moindre et faciles à utiliser, permettent un contrôle particulièrement efficace de la pression sur les petites pièces et une réduction significative de la finition manuelle. Certaines presses à cellules fluides à grande vitesse produisent jusqu'à 120 pièces par heure. Le flexformage permet de produire même des géométries complexes avec de faibles tolérances et une surface impeccable avec une seule matrice.
Par rapport aux procédés de découpe, le formage des métaux offre l'avantage d'une utilisation optimale du matériau puisqu'il n'y a plus de déchets métalliques. En outre, la pièce présente une granulométrie adaptée à l'utilisation. À masse identique, cela permet d'obtenir des pièces d'emboutissage et d'autres composants d'une grande résistance et d'une grande capacité de charge. En revanche, lors du fraisage, la granulométrie est sujette à des contraintes, le fraisage créant de nombreuses petites entailles dans le composant. Les outils de formage ne sont rentables que pour la production de grandes séries. Le fraisage peut déjà être mis en œuvre à faible coût pour les pièces individuelles et les petites séries.
Les méthodes de formage des tôles et leurs avantages et inconvénients
Le formage à froid est effectué en dessous de la température de recristallisation. Lors du formage à chaud, la pièce est chauffée à une température également inférieure à la température de recristallisation (600 à 950 °C). Le formage à température très élevée est réalisé en chauffant le matériau de manière à dépasser la température de recristallisation.
Le formage à froid rend le matériau plus solide, ce qui permet de l'usiner avec plus de précision. La structure spéciale des fibres garantit que la pièce finie résiste à une contrainte mécanique élevée et convient donc parfaitement à la production de composants importants pour la sécurité dans l'industrie aéronautique et automobile. Le formage à chaud combine les avantages des deux méthodes. Il est utilisé pour fabriquer des pièces forgées à partir d'alliages d'acier pour lesquels le formage à froid n'est pas envisageable. Les pièces forgées présentent de faibles tolérances dimensionnelles, une surface de matériau homogène, un faible écaillage et parfois même des géométries plus exigeantes.
Le formage à température très élevée (forgeage à chaud) est une méthode très énergivore qui convient au formage de divers métaux. Cette technique de formage permet d'obtenir des températures comprises entre 1 100 °C (alliages d'acier) et 1 300 °C (fer). Ces températures provoquent une surface rugueuse. Le matériau est retiré après le refroidissement de la pièce, laquelle ne doit pas nécessairement être chauffée pour le formage à température très élevée. En fonction du métal, la température ambiante peut suffire.
Logiciel de simulation et de formage des tôles
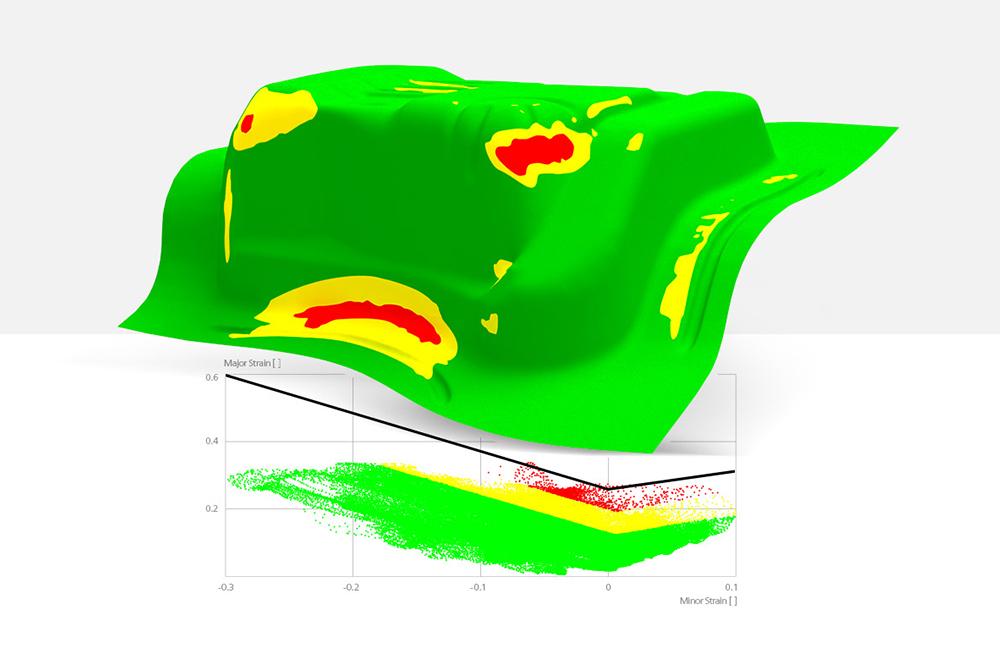
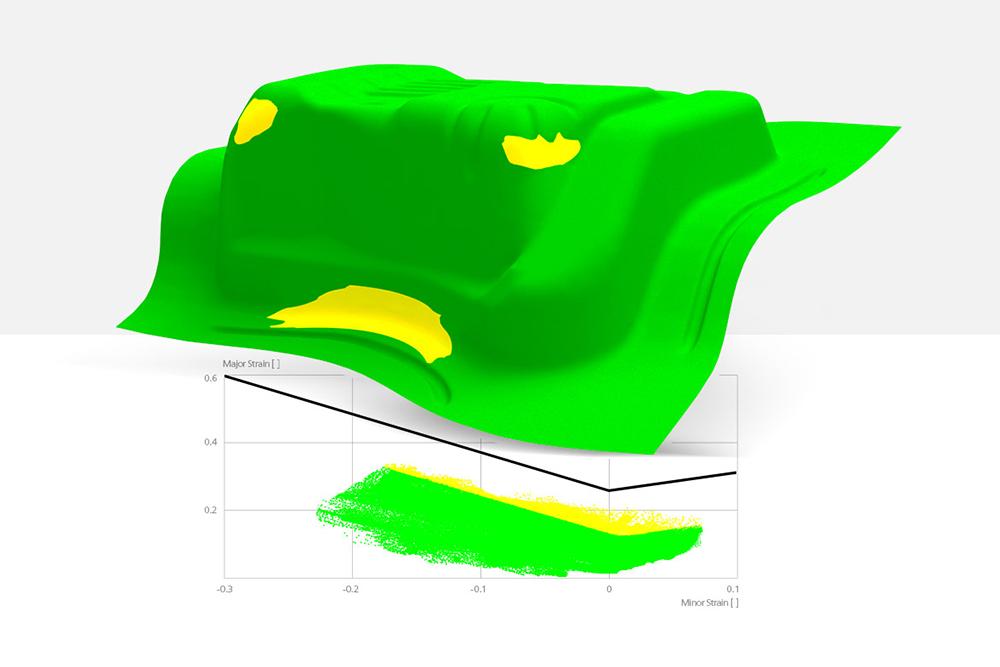
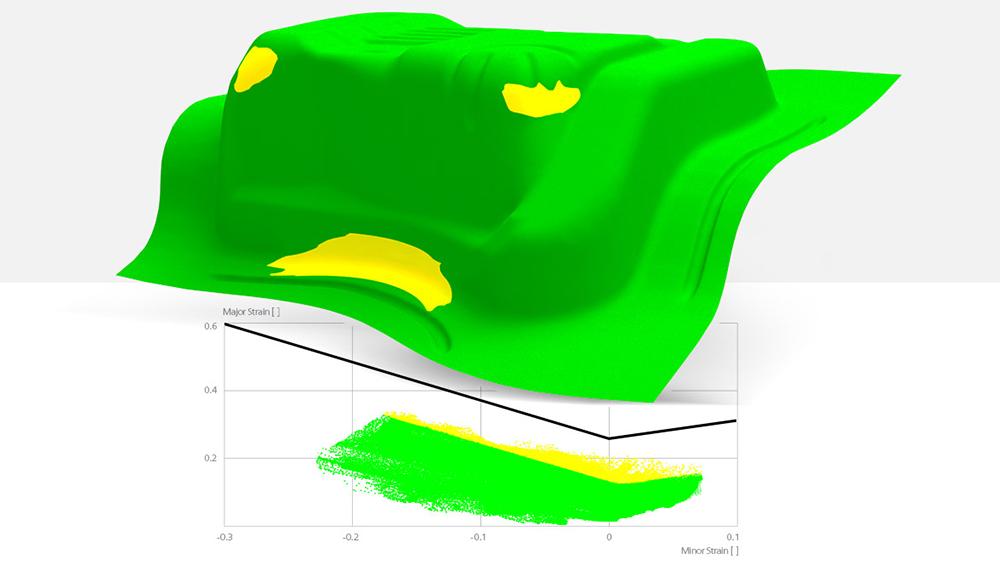
La technologie moderne de formage, comme d'autres domaines de recherche, fait appel à la simulation. Pour ce faire, différents programmes logiciels sont utilisés. Ils reproduisent visuellement le formage du métal, le calculent et présentent les résultats sous forme de graphiques. Grâce à la planification numérique intégrée des processus, il est possible de prévoir avec précision les erreurs éventuelles et d'améliorer les processus techniques et l'apport de matériaux. Le logiciel de simulation examine le formage des tôles en termes de qualité, de fonctionnalité, de coûts et de temps de production et évalue les résultats obtenus. L'utilisateur apprend également à modifier le design pour répondre aux exigences de qualité.





Quelles industries utilisent le formage des tôles ?
Le formage des tôles convient à presque toutes les industries manufacturières : L'automobile l'utilise pour produire des pièces de carrosserie résistantes telles que des ailes, des capots et des portières. L'industrie alimentaire utilise des boîtes de conserve fabriquées à l'aide de la technologie de formage. Cette méthode peut également être utilisée pour fabriquer des composants tels que des ailes et des hélices pour l'aéronautique. Les fournisseurs d'appareils électroménagers tirent également profit des différents procédés de formage des tôles, utilisant les pièces de tôle finies dans leurs hottes de cuisine, leurs éviers et leurs congélateurs. En outre, le formage des tôles est utilisé dans la construction d'appareils, la construction d'usines, l'électricité, la pharmacie, la médecine, les techniques de mesure et de contrôle, etc. La ventilation, la climatisation et les technologies de communication utilisent également ces méthodes.
Les facteurs à prendre en compte lors du pliage de la tôle
Lorsque la tôle est pliée, la force est appliquée de manière uniforme, linéaire ou sélective. Le degré de déformation dépend du degré du couple de pliage. Les gaufreuses, les cintreuses et les presses plieuses permettent différents types de pliage. Dans la presse plieuse, l'outil appuie sur la tôle avec une certaine force. Au point de contact, une force de même intensité est appliquée dans la direction opposée. Le couple doit agir avec une telle force que la tôle est ensuite définitivement altérée. Pour ce faire, l'utilisateur industriel doit savoir dans quelle mesure le matériau métallique donné peut être soumis à une charge et comment il se comporte en cas de force. Pour qu'il y ait déformation permanente, la force appliquée doit dépasser la plage de déformation élastique.
La composition du matériau et la résistance à la traction jouent également un rôle, cette dernière ne devant pas être dépassée pour éviter d'endommager le matériau. Pour calculer la force de pression nécessaire, il faut connaître la longueur du bordage, laquelle augmente proportionnellement à la longueur du pliage. En outre, l'épaisseur du matériau, l'angle de pliage et le sens de laminage sont requis. Les épaisseurs de matériaux plus importantes nécessitent généralement des rayons de pliage plus grands. Si l'outil n'atteint pas le rayon de pliage minimal, la pièce peut se briser, l'extérieur peut se fissurer et l'intérieur se plisser.





