

La triangulation en métrologie
Un principe éprouvé à l'avenir prometteur
En métrologie, l'exactitude et la fiabilité des résultats sont des priorités absolues. C'est la seule façon de garantir que les composants répondent aux normes de qualité et de sécurité. La triangulation, autrement dit la mesure de la distance par le calcul d'angles sur la base de triangles, est une méthode de mesure qui peut être utilisée pour enregistrer les surfaces d'objets. Vous apprendrez sur cette page comment la triangulation est utilisée en métrologie et ce que sont la projection de lumière structurée et la méthode de la section lumineuse.
La méthode de triangulation en bref
En métrologie, la méthode de triangulation est utilisée pour mesurer des objets à l'aide de points et de lignes laser individuels ou, comme dans l'image ci-dessus, à l'aide de motifs lumineux entiers. Une ou plusieurs caméras équipées de capteurs enregistrent l'angle de réflexion de la lumière sur l'objet ou la déformation des motifs lumineux sur la surface, ainsi que la luminosité et la distance. L'irradiation de la lumière et la mesure de l'angle produisent ainsi une image globale complète de la surface de l'objet mesuré.
La triangulation était déjà utilisée en Europe et aux États-Unis au XVIIe siècle, mais pour l'arpentage. C'est de là que vient le principe. Lors d'un arpentage par triangulation, une zone est divisée en triangles pour mesurer la distance. Pour les triangles, il suffit de connaître les angles et une ligne de base pour calculer facilement les longueurs manquantes par trigonométrie.
De nos jours, le principe de triangulation est utilisé bien au-delà de l'arpentage, par exemple en photogrammétrie ou en scan 3D. En métrologie, la triangulation est principalement utilisée pour contrôler les composants. Il existe deux méthodes de triangulation différentes à cette fin :
- La projection de lumière structurée (projection de franges)
- La triangulation laser (triangulation utilisant des méthodes de sectionnement de la lumière)
La triangulation laser fonctionne avec un point ou une ligne laser unique qui est réfléchi(e) par l'objet mesuré et détecté(e) par des capteurs. Dans le principe de la projection de lumière structurée, un grand motif lumineux est projeté sur l'objet à mesurer. Une ou plusieurs caméras équipées de capteurs capturent la forme du motif lumineux, qui est déformé à la surface de l'objet. Les deux méthodes sont fréquemment utilisées en métrologie ; en fonction de la mesure à effectuer, l'un ou l'autre principe de mesure est plus approprié. Approfondissez la triangulation 3D avec le laser et la projection de franges et trouvez la bonne méthode pour votre projet.
Comment fonctionne la projection de lumière structurée ?
Dans la triangulation avec projection de franges, différents motifs lumineux sous forme de franges ou de points sont projetés l'un après l'autre sur un objet testé afin d'en cartographier la forme exacte dans un modèle 3D. Pour ce faire, un projecteur et, à côté, au moins une caméra dotée de capteurs, mais généralement deux, sont dirigés vers une surface plane. Les caméras connaissent la distance qui les sépare de la surface ainsi que l'angle sous lequel le motif lumineux est projeté sur l'objet. Pour commencer la mesure avec la projection de lumière structurée, l'objet à tester est placé sur la surface. Les motifs lumineux sont projetés sur l'objet et se déforment en fonction de la forme de la surface. Ces points ou franges modifiés sont détectés par les caméras et fournissent les informations nécessaires pour calculer la distance entre chaque point de la surface dans le champ de vision. Il en résulte ce que l'on appelle un nuage de points (maillage STL), c'est-à-dire une image précise de l'objet mesuré, composée d'un grand nombre de petits points de mesure.
La lumière utilisée pour la mesure avec projection de franges peut être bleue ou blanche. Toutefois, la lumière bleue est généralement utilisée pour réduire les effets de la diffraction et de la lumière ambiante sur la mesure. La surface sur laquelle la cible est placée est généralement noire pour éviter les reflets de la lumière.


À quoi sert la méthode de projection de franges ?
En raison de la vitesse de mesure élevée, en particulier lors de l'acquisition simultanée de nombreuses mesures, la projection de lumière structurée est très bien adaptée aux tâches de mesure industrielle, comme par exemple :
- le contrôle de la forme, de la position et du contour
- la comparaison des zones, la comparaison cible/réel
- la complétude
- la position des composants dans les assemblages
- le positionnement de la coupe
Le principe de la projection de lumière structurée est également fréquemment utilisé en criminalistique, car il convient même pour les objets les plus petits. La projection de franges est plutôt inadaptée aux objets transparents ou fortement réfléchissants à mesurer.
Avantages et inconvénients de la projection de lumière structurée
Avantages de la projection de lumière structurée :
- des informations 3D aréolaires à résolution constante
- une densité élevée de points de mesure
- une vitesse de mesure élevée
- une configuration de mesure flexible et portable
Inconvénients de la projection de lumière structurée
- des exigences plus élevées en matière de technologie de projection
- les surfaces translucides ou réfléchissantes peuvent nécessiter un traitement préalable
- la lumière ambiante peut influencer les mesures
- les surfaces rugueuses rendent difficile la mesure de la distance à l'aide d'un point laser (les lignes laser ne sont pas affectées)
Comment fonctionne la triangulation avec la méthode de la section lumineuse ?


L'installation d'une mesure avec la méthode de la section lumineuse, qui est également basée sur la triangulation, est similaire à celle de la projection de lumière structurée. Un objet à mesurer est placé sur une surface plane, généralement un plateau tournant, et un projecteur et une caméra ou un capteur sont placés au-dessus. Ces trois points forment le triangle de triangulation, qui peut être utilisé pour effectuer les calculs. Toutefois, par rapport à la projection de franges, où un motif de franges ou de points est projeté sur la cible, la triangulation par laser n'utilise qu'un seul point ou une seule ligne laser. Ici aussi, ce n'est pas la déformation directe de la lumière sur la surface qui est déterminante, mais la réflexion de la lumière. La surface de l'objet mesuré reflète la ligne ou le point laser projeté dans la direction de la caméra. La caméra détecte le reflet et calcule la distance de chaque point du champ de vision en fonction de l'angle de réflexion.
Étant donné que la ligne ou le point laser ne capture qu'une partie de l'objet et non l'ensemble de la surface en une seule mesure, comme c'est le cas avec la projection de lumière structurée, l'objet à mesurer ou les capteurs doivent être déplacés. Une installation de mesure stable est donc essentielle pour la triangulation avec la méthode de la section lumineuse afin de garantir une grande exactitude de la mesure.
À quoi sert la triangulation laser ?
Si le principe de mesure de la triangulation laser permet d'effectuer des mesures très précises dans les plages micrométriques les plus étroites, même des distances plus importantes ne posent pas de problème avec la méthode de triangulation par section lumineuse. Par conséquent, cette méthode de triangulation est une méthode de mesure appréciée dans les processus de fabrication industrielle. Elle peut être utilisée pour le contrôle qualité, la mesure des profils et des contours, ainsi que pour déterminer l'épaisseur des matériaux, les vibrations et les distances. Grâce à la triangulation laser sans contact, les objets défectueux peuvent être détectés rapidement et retirés des processus de fabrication pour être réparés ou recyclés. Pour les métaux brillants, la mesure par triangulation laser est généralement meilleure que la projection de franges. La réflexion pourrait produire des signaux erronés dans le principe de mesure avec des motifs de franges, alors que la méthode par laser fonctionne exactement avec cette réflexion. Les surfaces trop brillantes peuvent encore poser des problèmes lors des mesures par triangulation. Le principe de la triangulation laser est également fréquemment utilisé dans l'industrie de l'emballage et du bois, la logistique, la technologie médicale et la production électronique.
La triangulation laser fonctionne avec une lumière laser bleue ou rouge. La lumière rouge pénètre la cible, tandis que le laser bleu forme un point ou une ligne net(te) sur la surface. En outre, le laser bleu peut fournir des résultats précis sur des objets incandescents, tandis que les capteurs rouges sont irrités par les métaux incandescents rouges et fournissent des signaux erronés. Pour les surfaces sombres, les lasers rouges peuvent s'avérer avantageux. En effet, ils fournissent une intensité lumineuse plus élevée. Les surfaces rugueuses sont également mesurées à l'aide d'un laser rouge par triangulation, la lumière bleue étant plus adaptée aux surfaces lisses.
Avantages et inconvénients de la numérisation laser 3D
Avantages des scanners laser de sécurité :
- indépendants des conditions de lumière ambiante
- grande exactitude des mesures
- une vitesse de mesure élevée
- la tête de capteur peut être montée sur des systèmes de mesure existants, par exemple sur une machine à mesurer tridimensionnelle
- les métaux brillants peuvent être mesurés
Inconvénients des scanners laser de sécurité :
- perte de résolution possible en raison de la granulation et du mouvement du laser
- pas de sécurité du processus puisque les mesures dépendent de la température
- les objets très brillants ou translucides sont difficiles à mesurer
Exactitude maximale grâce à la méthode de triangulation avec les têtes de mesure ATOS
Les capteurs de triangulation ATOS vous permettent d'effectuer des mesures extrêmement précises et d'obtenir des résultats fiables. Deux caméras et un projecteur permettent d'effectuer des mesures à l'aide des méthodes de projection de lumière structurée et de section lumineuse.
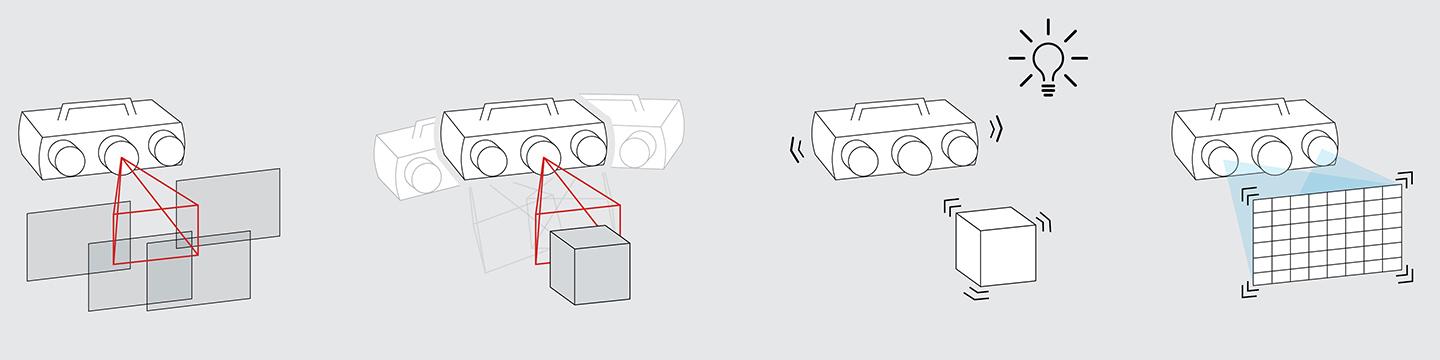
Les scanners 3D d'ATOS offrent un détail très particulier. En effet, les capteurs de triangulation droit et gauche peuvent être utilisés individuellement en combinaison avec le projecteur, permettant de capturer trois vues différentes de l'objet mesuré en une seule mesure et donc de gagner un temps considérable. En effet, le nombre de mesures individuelles est considérablement réduit, même pour les composants complexes.
Un autre avantage de la méthode Triple Scan est la surdétermination. Capturer le composant avec deux caméras en même temps permet de recueillir plus d'informations qu'il n'en faudrait pour cartographier le modèle 3D. Plus de données implique une plus grande précision. Les mouvements du capteur et de la cible ainsi que les changements environnementaux sont détectés, l'exactitude de la transformation est vérifiée et la position du capteur 3D est suivie en direct, permettant d'effectuer des mesures avec une exactitude maximale et d'accroître la sécurité du processus. Le graphique suivant illustre le processus Triple Scan avec surdétermination via les têtes de mesure ATOS.

Dans la projection de lumière structurée, les capteurs de triangulation ATOS fonctionnent avec la Blue Light Technology : la lumière bleue à bande étroite émise par l'unité de projection permet au scanner de prendre des mesures précises, quelles que soient les conditions de luminosité ambiante et même sur des surfaces brillantes. Grâce au fonctionnement complet des capteurs de triangulation, une image précise de l'objet est créée.
Pour effectuer des mesures à l'aide de la projection de franges, un motif de franges structuré est projeté sur l'objet à mesurer. Le motif codé des franges change rapidement au cours de la mesure et est à peine visible à l'œil humain. C'est là que la fonctionnalité des scanners à lumière à franges entre en jeu. Les deux capteurs de triangulation détectent les bandes changeantes et les utilisent pour calculer les coordonnées 3D de chaque pixel de la caméra à l'aide d'équations de transformation sans contact. Des millions de points de mesure avec les détails les plus fins sont ainsi capturés sans contact en quelques secondes. Le logiciel du capteur crée automatiquement un nuage de points à haute résolution qui représente une image précise de l'objet à mesurer.
Un système imbattable : mesurer des objets complexes avec ATOS et TRITOP
Grâce à la puissante combinaison des têtes de mesure ATOS et du système de mesure photogrammétrique TRITOP, même les inspections d'objets complexes et de grande taille ne posent aucun problème. TRITOP est utilisé pour mesurer des points de référence sur le composant, tandis qu'ATOS utilise les points de référence pour transformer automatiquement les mesures individuelles. Cela permet d'obtenir une très grande exactitude et d'éviter en grande partie les mesures qui se chevauchent. Cette combinaison imbattable est particulièrement utile pour la revue premier article, la fabrication d'outils et la carrosserie automobile. Vous aussi, utilisez la puissante combinaison d'ATOS et de TRITOP pour vos processus de mesure complexes.



